首页
社区问答
课程/题库
悬赏
专栏
更多
话题
投票
请输入关键字进行搜索
查看更多 "
" 的搜索结果
登录
推荐
最新
热门
待回答
liyiyang
回复了问题
2021-06-10 09:35
质量体系
问答
对检验记录进行格式上的调整,需要版本升级吗?
liyiyang
:
调整?应该是更改吧,既然更改,肯定是对以前的不满意,不想用了,从防止出错的角度来讲,个人觉得需要版本升级。版本代号是为了方便版本升级之后的区别说明,比如01版、02版...,很明显01版与02版是不同的文件。版本升级是为了防止出错,特别是两个版本同时存在的时候,可以确认哪一个是最新的,方便自己更方便...
赞同
0
反对
0 人感谢
0 评论
1 回复
自习人丁磊
回复了问题
2021-06-09 13:34
标准
问答
大家是用哪一个版本的GB2828抽样方案?
自习人丁磊
:
GB/T 2828.1-2012 计数抽样检验程序 第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GBT2828.1-2012.pdf
赞同
0
反对
0 人感谢
0 评论
1 回复
匿名用户
发起了提问
2021-06-08 15:32
质量体系
问答
供应商提供了辐射豁免许可,我们还需要申请吗?
各位大神,请教一个职业健康安全方面的问题,关于辐射豁免许可证这一块的,如果供应商提供了销售辐射豁免许可证了,使用这个产品的还需要申请辐射豁免许可吗?
:
关注问题
1
0
0 评论
阿巴阿巴
回复了问题
2021-06-06 13:09
假设检验
问答
3组工艺测试,用什么工具分析哪一组是最好的?
阿巴阿巴
:
用方差分析,三组工艺作为因子,单因子方差分析。但是比较6个关键指标有点困难,想办法把这6个关键指标转换成一个,然后再用单因子方差分析。
赞同
0
反对
0 人感谢
0 评论
1 回复
自习人丁磊
发起了提问
2021-06-04 11:17
SPC
PPAP
问答
过程能力指数cpk与控制图有什么联系?
过程能力指数Cpk是衡量生产过程制造能力水平的一个重要指标之一,我个人觉得可以这样理解或者解释:“证明有持续满足顾客要求的能力”。PPAP提交资料的时候,顾客往往要提交过程能力分析报告,其实就是cpk,其目的就是看你的制造水平能不能持续满足顾客的要求。Cpk仅仅是一个数值,一般要求大于1.67。随着...
:
关注问题
1
0
0 评论
自习人丁磊
发起了提问
2021-06-04 10:37
质量体系
问答
两个主管,一个负责新产品开发与客诉,另一个负责从来料到成品检验,这样划分职责的好处是?
前段时间去面试,介绍现在的工作内容,说起现在的公司质量部有一个经理,下面有两个主管,一个负责新产品开发质量与客诉,另一个负责车间的来料、过程控制与成品检验,面试官问一个负责两头,一个负责中间,为什么要这样划分?这样划分有什么特别的意义吗?以前还真没有考虑过这个问题,被问之后有点懵逼,理了一下思路,我...
:
关注问题
1
0
0 评论
文章
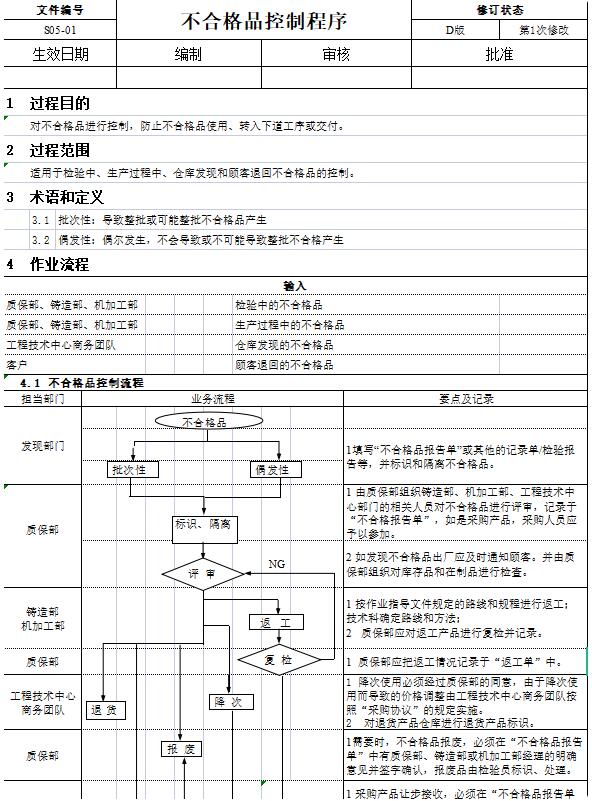
质量体系文件:不合格品控制程序
质量体系文件:不合格品控制程序1.填写“不合格品报告单”或其他的记录单/检验报告等,并标识和隔离不合格品。2.由质保部组织铸造部、机加工部、工程技术中心部门的相关人员对不合格品进行评审,记录于“不合格报告单”,如是采购产品,采购人员应予以参...
质量体系
赞同
0
2908 浏览
0 评论
自习人丁磊
2021-06-03 21:38
自习人丁磊
回复了问题
2021-06-03 14:05
问答
现在00后都这么任性,上个厕所就把工作辞了
自习人丁磊
:
真心羡慕00后的孩子,特别是心态
赞同
0
反对
0 人感谢
0 评论
1 回复
自习人丁磊
发起了提问
2021-06-02 11:19
六西格玛
问答
链图(run chart)怎么看有几个链?链图有什么作用?
链图是一种特殊的散布图,显示的是观测值随时间变化的趋势,其目的是为了确认出现的波动模式是由普通因素引起的,还是由特殊因素引起的。相较于控制图,链图很少使用。从外观上看,链图有点类似于单值移动极差控制图,但链图没有控制上下限、平均值以及极差图,链图上仅仅显示观测值与中位数。回到问题:怎么看链图有几个链...
:
关注问题
1
0
0 评论
自习人丁磊
发起了提问
2021-06-02 08:54
质量体系
问答
纠正措施与预防措施有什么区别?
纠正措施与预防措施都是进行一定的改善,都是为了减少不合格品的产生,可以说其最终目的是相同的。但是,两者之间又有一定的区别。纠正的含义是改正,只有错了之后才会纠正,因此纠正措施是对已经发生的异常或为消除不合格的原因采取的措施。纠正措施的目的是防止其再次发生。预防的含义是把事情做在前面,发现潜在的不合格...
:
关注问题
1
0
0 评论
小鑫
发起了提问
2021-05-31 15:53
问答
每次测量前都归零,还用考虑测量系统的偏倚吗?
偏倚是对同一个特性进行多次测量的平均值与标准值之差,是可以通过设备校准消除的。举一个简单的例子,如果用数显游标卡尺测量一个尺寸,在每一次测量前都进行一次归零校准,这种情况还要考虑偏移吗?
:
关注问题
1
0
0 评论
liyiyang
发起了提问
2021-05-30 17:02
问答
来料有异常,供应商不来挑选,是停线还是算工时?
在生产的时候发现来料有异常,把消息发给SQA之后,SQA回复第二天供应商过来挑选。到了第二天,车间已经生产了,却还没有看到供应商的人,再次联系SQA,没有回应....是直接停线?还是让车间继续边挑选边生产,然后计算工时给供应商?
:
关注问题
1
0
0 评论
小小岳
回复了问题
2021-05-28 22:02
PPAP
问答
PPAP总共分几个等级?哪个等级是最严格的?
小小岳
:
经常按3级提交的飘过
赞同
0
反对
0 人感谢
0 评论
1 回复
liyiyang
回复了问题
2021-05-28 22:01
质量体系
问答
文件通过电子版形式发放,还需要文件收发记录吗?
liyiyang
:
如果仅仅是收发记录,个人认为不需要,以电子表格的形式记录也是一种方式。
赞同
0
反对
0 人感谢
0 评论
1 回复
自习人丁磊
回复了问题
2021-05-27 21:50
PPAP
问答
PPAP先提交过程能力cpk报告,后提交MSA是否合理?
自习人丁磊
:
不合理牵扯到尺寸测量的,比如全尺寸报告、cpk,都需要先对测量系统进行研究、分析,只有证明了测量系统是合格的,才能保证测量系统量测出来的数据是合格的。
赞同
0
反对
0 人感谢
0 评论
1 回复
匿名用户
发起了提问
2021-05-27 15:53
问答
过程检验发现不良,前后再各检验几台?
我们是纯组装,零部件全部是供应商制造,然后组装拼凑在一起。请问,如果过程检验发现不良,需要前后再各抽检几台产品?我们现在是前后各5台产品,但是一些不良都是由于员工疏忽导致的,比如少打一个螺丝、一个线忘记连接、标签贴的不对之类的,这样前后再各检验5台的方法可行吗?
:
关注问题
1
0
0 评论
«
1
2
...
102
103
104
105
106
107
108
...
112
113
»
写回答
提问题
写文章
站点公告
2025年六西格玛备考开始啦
黑带考试备考"四件套":视频课+直播课+专业题库+全程答疑服务,客服微信:dadu19
热门话题
APQP
讨论:
4
关注:
1
可靠性
讨论:
1
关注:
1
六西格玛
讨论:
466
关注:
2
TS16949
讨论:
45
关注:
0
ASQ CSSBB
讨论:
46
关注:
1
热门专栏
质量工具
文章:
6
浏览:
7723
ISO9001:2015
文章:
17
浏览:
42272
中质协考试
文章:
54
浏览:
59237
西格玛男人
文章:
0
浏览:
0
学习锂电
文章:
11
浏览:
37032
All Rights Reserved Powered BY
渔齐信息
© 2025
苏ICP备2021047674号
关于我们
社区规范
你的浏览器版本过低,可能导致网站部分内容不能正常使用!
为了能正常使用网站功能,请使用以下浏览器
Chrome
Firefox
Safari
IE 10+