
取样数据不服从正态分布,这样计算的cpk准吗?
-

-
自习人丁磊 我说的不一定对,望独立思考
1 人点赞了该文章 · 7218 浏览
先随意生成一组数据,共40个,把这些数据看成是从生产过程中间隔一定的时间之后,随意取样测量出来的。

事先,我们并不知道过程是否受控,也不知道这些数据是否符合正态分布。
我们都知道过程能力分析的前提条件是过程受控或数据正态,不然,进行过程能力分析是没有任何意义的。
第一步,我们先对这些数据进行正态性检验,结果如下:

P值<0.005,说明这些数据并不服从正态分布,按照过程能力指数cpk计算的前提条件,并不能进行过程能力分析。
但,现在是科技时代,有非常强大的工具可以帮助我们,比如minitab,就可以点击一个按钮把数据转换成正态分布的,然后再计算cpk。
我们不需要手动再一个个转换,但我们要知道有这样一个过程,更要知道可以通过把数据转换成正态之后再进行过程能力分析,不能只会运用公式,要明白其中的含义。
把这40个数据经过转换,数据成正态分布之后,再进行cpk计算,结果如下:
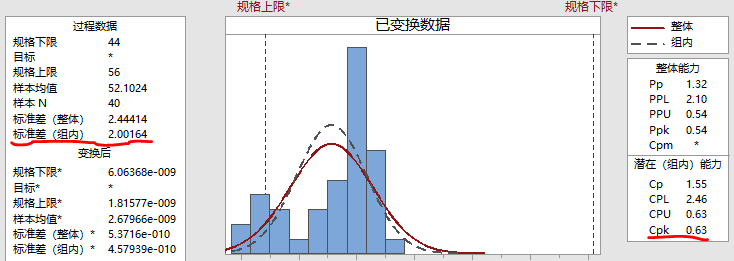
Cpk=0.63,过程能力很低。但,我们今天讨论的重点不在这里,而是数据不服从正态分布,如果强硬的去计算cpk,结果准不准的问题。
这很简单,再手动计算一次,两者对比一下不就行了,说干就干。
首先,有点懒,不想再重复计算了,直接使用上图中的组内标准差σ=2.00164,X=52.102
Cp=(56-44)/(6*2.002)=0.999
Cpl=(52.102-44)/(3*2.002)=1.349
Cpu=(56-52.102)/(3*2.002)=0.649
因此,cpk=0.649
转换后与转换前的计算结果相比,Cp/Cpl有明显的不同,虽然说cpl基本一致,但不排除是因为“巧合”的缘故。
因此,计算cpk之前,还是先对数据进行正态性检验,以确认过程是否受控或数据是否服从正态,再决定怎么计算过程能力指数cpk。
各位小伙伴,你们的意见呢?
过程能力视频教程:


全部 0条评论