
只有一组数据怎么计算过程能力指数Cpk?
-

-
自习人丁磊 我说的不一定对,望独立思考
0 人点赞了该文章 · 8466 浏览
我们都知道过程能力指数Cpk在抽样的时候要抽取组内和组间,比如抽25组或30组数据,一组里面有3-5个数值。
但是,我们在审核供应商送来的过程能力指数报告的时候,发现许多情况下都是只有一组数据,然后计算出来Cpk与Ppk,这样有问题吗?书上的例子都不是这样的啊
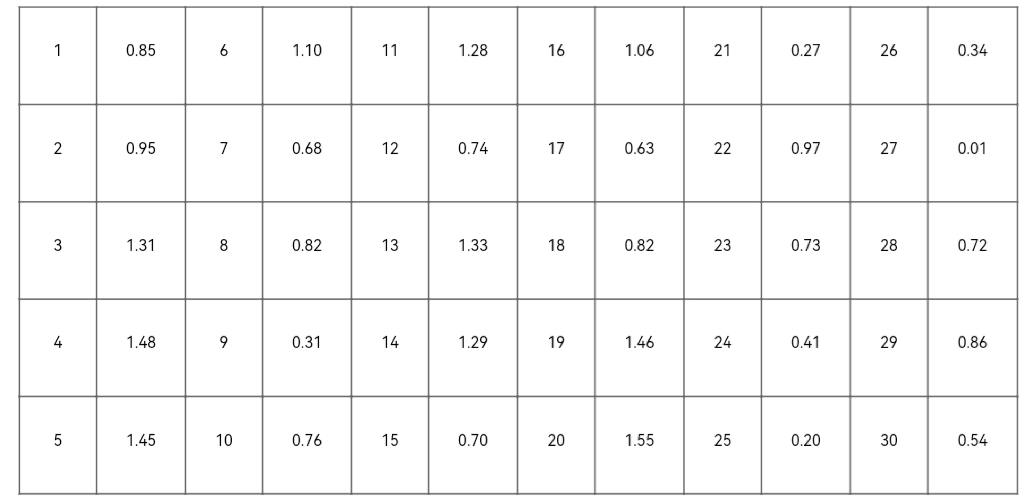
比如下面这样一组数据,中心值M=1.0±0.5为了方便计算,我们只抽取30组数据,一组里面只有1个数值。
首先,我们都知道计算过程能力指数Cpk的前提条件是数据服从正态分布,因此需要先进行正态性检验,这个可以直接从minitab得到结果,如下:
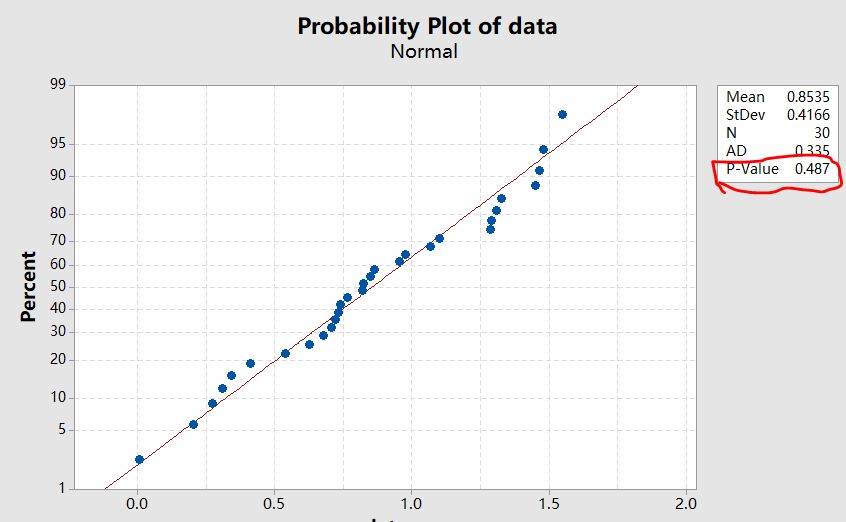
P=0.487>0.05,数据服从正态性分布,可以进行Cpk计算。
再使用minitab进行过程能力指数Cpk计算,直接得到以下结果:
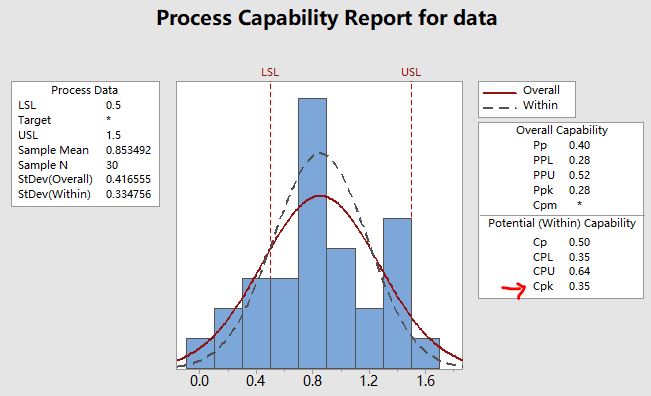
Cpk=0.35,当然是不满足指标的,而且运用软件确实给我们省去了许多的计算步骤和时间,但我们今天讨论的重点不在这里,重点在于怎么计算的,怎么理解这些过程。
下面,我们手动的一步步计算:
首先,Minitab已经分析出数据服从正态性分布,在此不做赘述。
其次,计算输出均值,得到X=0.85
然后,无偏估计σ=R/d2=0.378/1.128=0.335
那么,问题来了,这个极差均值R与d2系数是怎么来的?
在只有一组的数据中,我们可以把相邻两个当成是一个组内,极差是相邻两个数值之差,同样极差均值R也可以求得;既然一个组内里有两个,查表可以知道d2=1.128
最后,我们计算:
Cpu=(1.5-0.85)/(3*0.335)=0.64
Cpl=(0.85-0.5)/(3*0.335)=0.35
Cpk=Min(Cpu,Cpl)=0.35
过程能力指数分析视频教程:


全部 0条评论