
研究测量系统偏倚与线性的抽样方法
-

-
自习人丁磊 我说的不一定对,望独立思考
0 人点赞了该文章 · 2593 浏览
前一回扯完研究测量系统偏倚与线性的意义,今天再来聊一聊偏倚与线性的抽样方法。
虽然偏倚与线性经常被做质量的小伙伴忽视,但不得不说研究偏倚与线性是一件非常重要而又日常的工作,准确的识别偏倚与线性会让量测的数据更加能反应出过程的真实状况。而且,在理论上,研究测量系统的偏倚与线性是一项“想逃又逃不掉“的任务。
既然逃不掉,那就按部就班的做呗。
偏倚是对零件多次量测的平均值与标准值之间的差值,线性是测量出来的各个偏倚平均值连接在一起拟合的回归线。
首先,研究偏倚与线性,样品如何选择至关重要。
样品的选择要拉开测量系统一定的差值,而且最好能覆盖测量系统的大、中、小量程。比如游标卡尺,通常的游标卡尺量程是0~150mm,如果以50mm一个档,则三个档的量程范围都要覆盖,比如选择15/30/50/70/90/120/140这几个尺寸的标准样品。
或者,你研究的这把游标卡尺只用于测量尺寸在15mm以下的零件,这样也是可以的,因此只需要选择15mm以下的标准样品即可。
假如只测量15mm以下的零件,可以选择5个标准样品,分别是2/4/6/8/10,这个标准值是测量之前就已经知道的,或者是使用更高级的测量设备多次测量标准样品取平均值得到的结果。
其次,偏倚是部件多次量测的平均值与标准值之间的差值,这里的“多次测量”是多少次,一般取10次或以上,或者你有能力、不觉得麻烦,量100次更好,这样更能保证研究的偏移值准确。
这里,我们选择对每个样品重复量测12次,并记录。
最后,作业员呢?一个作业员即可,一个作业员对每个样品重复测量12次。为了防止作业员作弊,可以对样品测量的时间打乱顺序,或者把样品放在暗箱里,让作业员误以为有很多的样品。
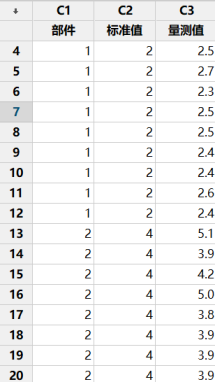
经过以上测量,总共得到60个测量数据,下一步将这60个数据按照样品编号输入到minitab进行分析即可。
下一回再扯一下如何对偏倚与线性报告解读。


全部 0条评论