

1 回答
你描述的30个数据,应该是30组吧,一组里面约有3~5个数据,这样组成的数据个数将近100个。
关于计算过程能力指数cpk或ppk需要的样本数量,没有一个严格的标准。通常意义上来讲,数据越多,计算结果越接近“真值”,但是过多的数据需要付出更多的成本,特别是一些取样比较困难的情况。
看下面几种情况,在minitab里随机生成的数据。
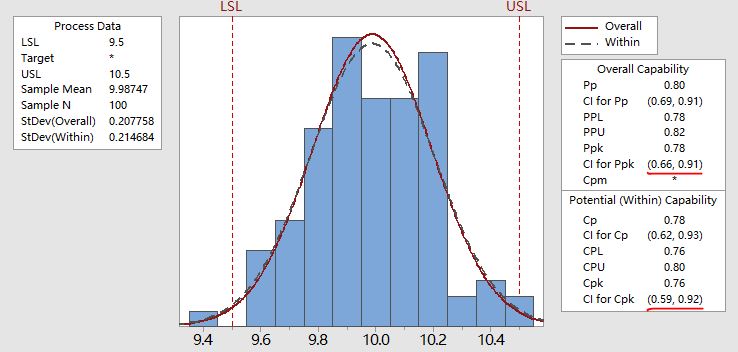
1.数据个数:100
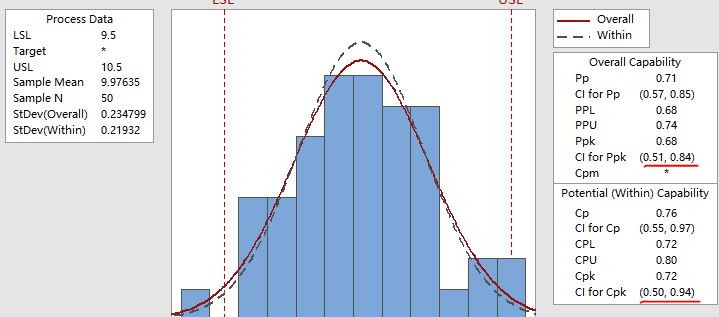
2.数据个数:50
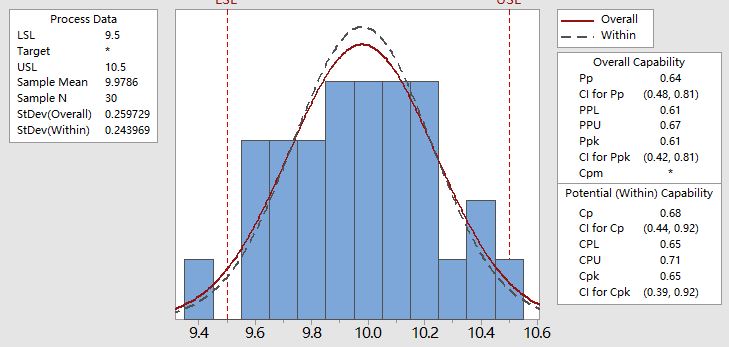
3.数据个数:30
4.数据个数:20

5.数据个数:10
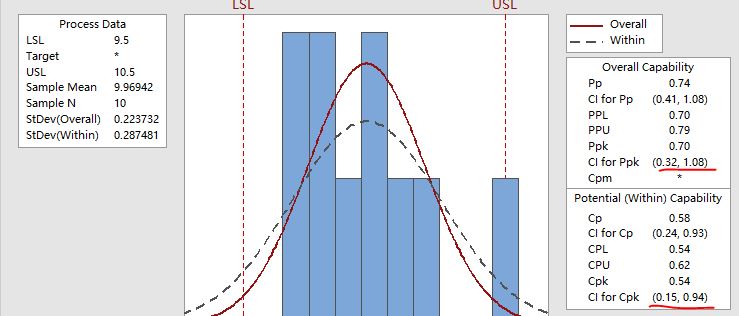
我们设定的是95%的置信区间,可以看出:随着数据个数的减少,计算结果的置信区间就越宽,结果的可信度就越差。
假如,样本个数20,计算出来的cpk=1.51,这个算是比较好的过程能力了,但如果95%置信区间是(0.56,1.80),你说这样计算出来的结果有什么意义?
这家伙很懒,还没有设置简介
