请输入关键字进行搜索
查看更多 "" 的搜索结果
如果计算出来的过程能力cpk=1.25,ppk=0.61,说明过程可能存在哪些问题?
您还未登录!暂时最多只可查看 1 条回答
去 登录! 还没有账号?去注册
1 回答
cpk=1.25,如果是真实的数据,这过程能力还可以吧。
ppk=0.61,如果是真实的数据,这过程能力就有点低了,估计会出来大量的不良。
至于原因,需要先比较一下cpk与ppk两者在计算上有什么不同,你把公式写下来,会发现两者只有标准差不一样。
cpk的标准差σ是无偏估计,由极差均值与d2之比,与极差均值和子组大小有关系。
ppk的标准差s是样本值实际计算出来的,用到了每一个数据。
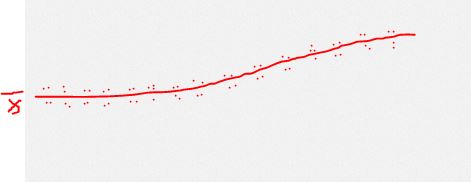
上面这个图,均值呈现这种情况,但每个子组的数据波动较小,这样的情况就会出现CPK合格而ppk数据较低,大概率取样是发生在不同班次、混料...
望指教!
你的浏览器版本过低,可能导致网站部分内容不能正常使用!
为了能正常使用网站功能,请使用以下浏览器