请输入关键字进行搜索
查看更多 "" 的搜索结果
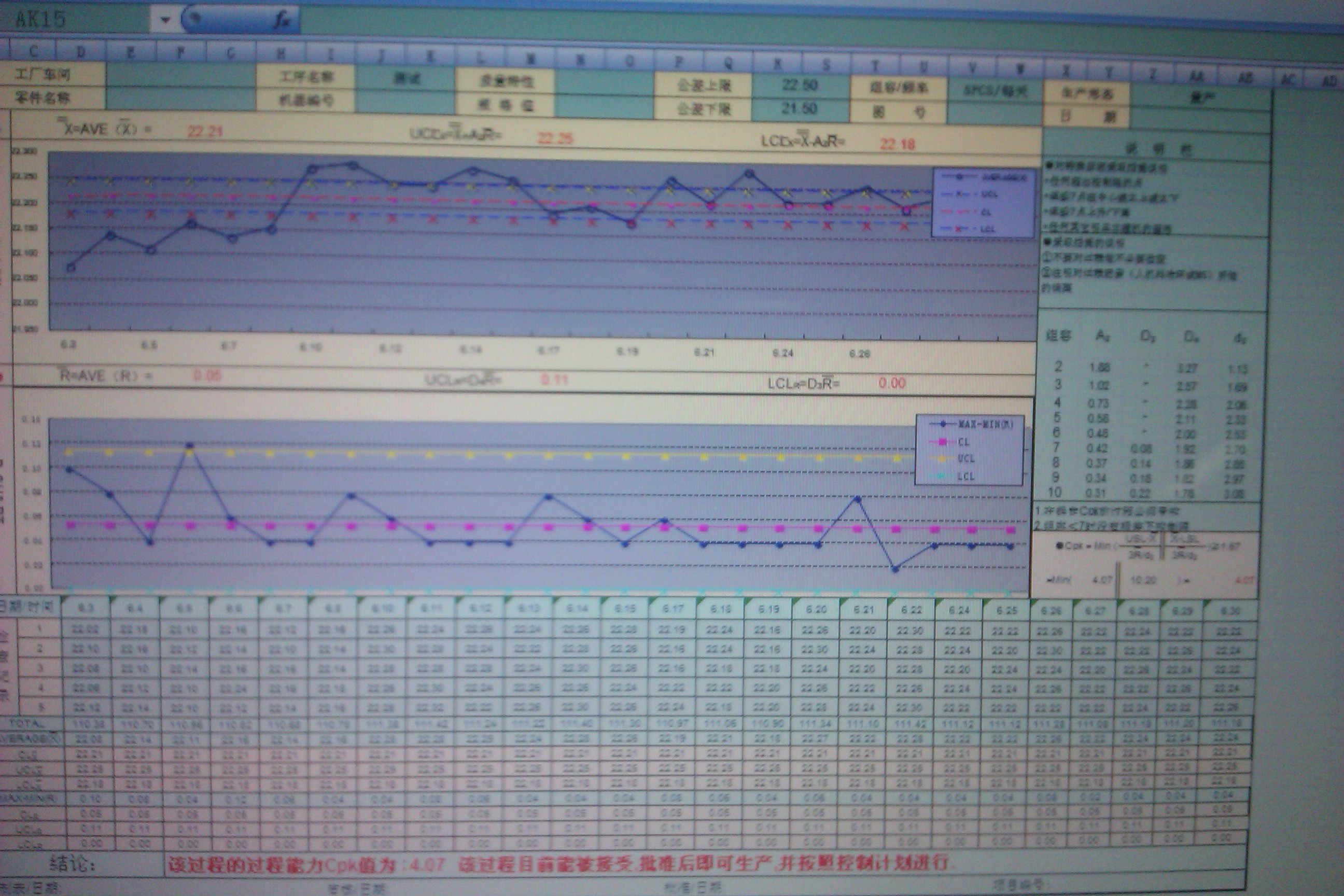
求解,为什么过程能力cpk都是4以上了,但数据还超出控制图上下限,这是什么原因导致的?
您还未登录!暂时最多只可查看 1 条回答
去 登录! 还没有账号?去注册
1 回答
先让过程受控,再计算cpk,过程不受控计算出来的cpk是没有意义的
这家伙很懒,还没有设置简介
你的浏览器版本过低,可能导致网站部分内容不能正常使用!
为了能正常使用网站功能,请使用以下浏览器