请输入关键字进行搜索
查看更多 "" 的搜索结果
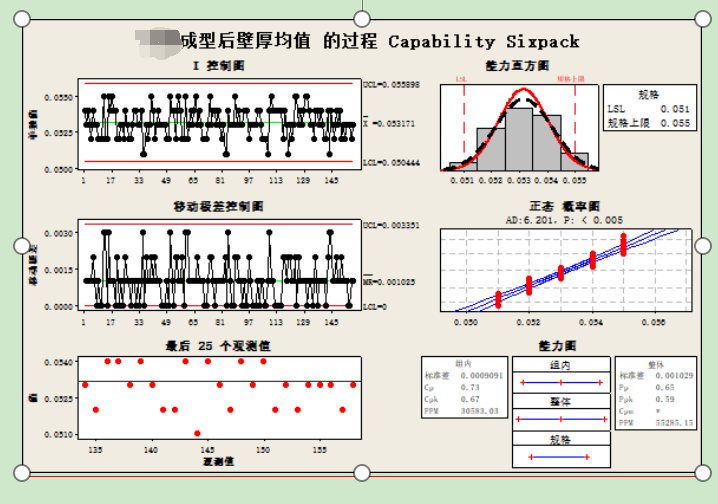
各位老师,请教一下,这是我们的一个尺寸数据做出来的CPK,制程稳定,但是不服从正态分布,想进一步分析,应该怎样处理哈,多谢
查看全部 1 个回答
从图上看,不是数据不服从正态分布的问题,而是你的测量系统分辨率不足的问题,控制图上很多点都在一起了,换一个更高级一点的测量设备吧
你的浏览器版本过低,可能导致网站部分内容不能正常使用!
为了能正常使用网站功能,请使用以下浏览器