
有子组的样本怎么在minitab里计算过程能力cpk?
-

-
自习人丁磊 我说的不一定对,望独立思考
0 人点赞了该文章 · 5022 浏览
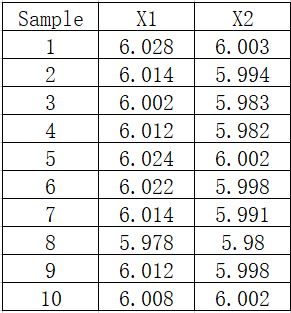
比如有这样一组样本,工程直径6.00±0.02,一个子组里面抽取2个样品进行测量,如下:
今天讨论的重点是怎么在minitab里面计算过程能力,而不是计算过程能力指数cpk的前提条件,因此正态性检验暂且忽略。
我们先手工进行计算,从上面表格里的数据可以知道,X=6.00235,极差均值R=0.0185,容差T=0.04。子组数量2,因此d2=1.128
σ=R/d2=0.0164
cp=T/6*σ=0.41
cpk=(usl-X)/3*σ=0.35
这是手工计算出来,但日常工作中,我们经常使用minitab进行计算,极大的减少了计算工作量,这是好事,但也有一定的弊端,只知道如何计算,但不知道其中的道理。
接下来,我们使用minitab计算上述表格里的过程能力
在这里,minitab里有两种数据输入方式
一、第1种数据输入,如下图:

这种数据输入要注意一点,一定要注意:一个子组内的数据要写在一起。
然后,打开minitab之后,在Stat-quality tool-capability analysis(normal),出现以下对话框,并输入以下4个数据。
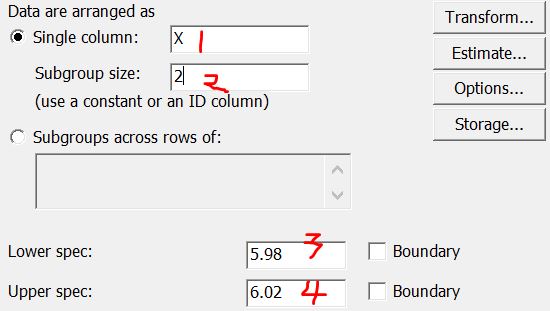
其中,single column是数据在的列,subgroup size是子组数量2,3与4是公差上限与下限,计算结果如下:
二、第2种数据输入方式,如下:
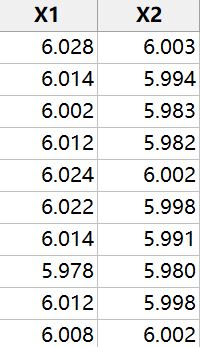
这种输入方式是把一个子组内的数据并列成两排,每一排是一个子组。
同样打开minitab对话框,这个时候要选择另一种方法:subgroups across rows of,意思是子组在哪一列中,如下:
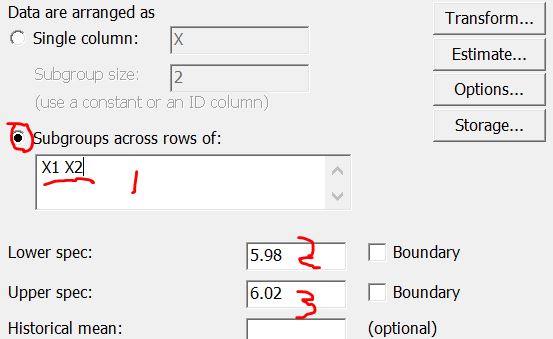
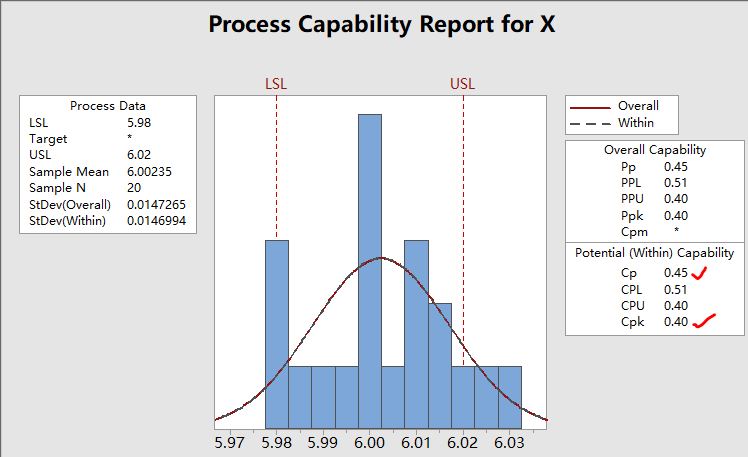
计算结果如下:
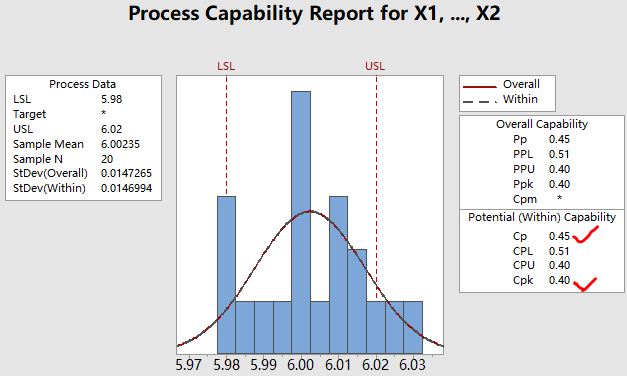
经过对比可以知道,cp=0.45,cpk=0.40,两种数据输入方法计算出来的结果一模一样,没有区别。
平时,在实际的工作中,哪种方法方便就使用哪种。
但是,如果小伙伴细心一点,可以发现,虽然minitab计算出来的结果一样,但和手工计算过程能力指数出来的结果有点不一样(cp=0.41,cpk=0.35),这是什么原因?
答案:d2系数的问题。


全部 0条评论