
康斯迪直流电炉熔池液位控制
-

-
老唐炼钢 这家伙很懒,还没有设置简介
0 人点赞了该文章 · 3325 浏览
前言:在电弧炉(EAF)的操作中,钢水留钢量和留钢熔池液面高度是优化电炉效率的重要因素,对于康斯迪直流电炉的操作更是如此。一个新的熔池液面控制管理系统在纽柯Hertford(NSHC)应用,目标是改进的钢水液面的过程控制。使用这个系统无需额外的工艺处理时间,NSHC厂家的操作人员可以在整个康斯迪电炉冶炼过程中监控钢水液面情况,除了改善康斯迪电炉的操作控制外,还实现了显著的工艺收益。
纽柯NSHC钢厂2000年投资建设绿色钢铁项目,目前,该公司生产的中厚板厚度为在3/16英寸到4英寸之间(5~101mm),宽度在72英寸到125英寸之间(1830~3175mm),钢种有普碳钢、高强度钢、低合金高强度钢(HSLA),钢板可以进行正火、淬火和回火处理。自公司成立以来,已经对钢材生产线进行了几项改造投资,以达到目前的产品质量水平,包括:直接还原铁(DRI)处理系统,双真空罐脱气器(VTD),淬火和回火处理线,后面跟随着正火处理线。
为了给中板轧机提供铸坯,炼钢车间有一个255吨SMS直流电弧炉(EAF),变压器能够输出140兆瓦的有功功率。电炉升级改造的具体投资包括:4个分别布置的炉壁氧枪、倾动轮称重传感器、气动冶金辅料添加系统,以及一个通过上炉壳的6轴机器人来测温取样。所有这些升级改造都是为了创造一个安全、稳定、可靠的冶炼过程,能够生产出满足客户需求的钢水。电炉最近的一个改造升级是安装一个无人操作的测温系统CoreTemp。在电炉生产中,底电极阳极的平均寿命约为645炉,低于预期的炉数。怀疑低于预期炉底寿命的根本原因是钢与阳极接触时过热导致过早消耗。在这种情况下,CoreTemp项目的最初目标是通过测量不同于六轴机器人测温位置,得到比六轴测温机器人更多频次的测温数据,来表征康斯迪电炉的钢水的温度控制的均匀性。在项目早期阶段,这种方法来确定炉温控制已经足够了,通常炉内的出钢口处的钢水温度与炉门口附近的熔池温度相近。然而,在本次调查过程中,通过测量和控制留钢钢水液面高度,对于电炉的稳定运行和解决阳极过早磨损问题更为关键。本文详细讨论了如何实现这一测量,系统的使用,结果和进一步的行动。
钮柯的康斯迪电炉冶炼
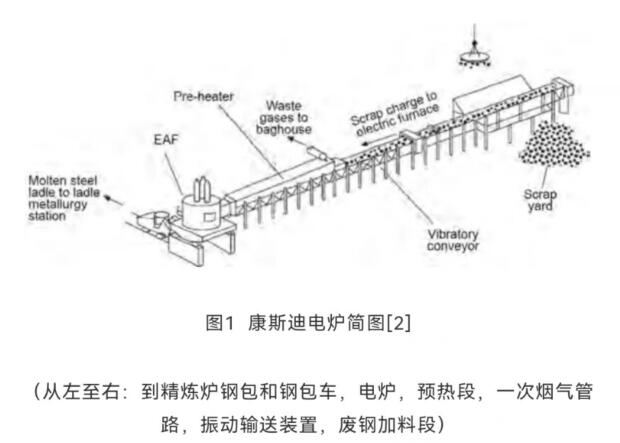
对于那些可能不熟悉康斯迪电炉的读者,Tenova的网站解释道:“康斯迪运输机不断地向电炉输送预热的金属料(废铁、生铁等),同时控制气体排放。”[1] 废钢装入到水平往复输送机上,输送机由一系列料盘和水冷盘连接起来,带着废钢朝着电炉方面前进,最终跌入到电炉内。康斯迪输送机由上料段携带废料进入“预热段”部分,废钢暴露在逆流流动的电炉一次烟气中,吸收烟气中的热量。NSHC钢厂的大部分金属料需要通过康斯迪运输机送入电炉,然而,很大一部分直接还原铁(DRI)由炉盖上方进入炉内。这两种金属料加料方式在电炉冶炼期间可以“连续的”进行。康斯迪系统的简单原理图如图1所示。
相比之下,常规顶装料电炉是利用料篮加料,废钢跨内的行车磁盘吊将废钢装入料篮内,或者使用磁盘吊将康斯迪加料段旁边堆放的废钢吊入到加料段上。废钢跨的废钢由自卸卡车装载运送,这样就知道了加入的废钢量。康斯迪这种装料方法有别于顶装料方式,对电炉冶炼操作具有很大的影响。料篮顶装料电炉基本操作的四个阶段:加料、熔炼、精炼和出钢。然而,在康斯迪电炉的操作中,加料与熔炼同时进行,冶炼操作的阶段为:加料和熔炼、精炼和出钢。康斯迪电炉操作的一个基本不同点就是大留钢量(~ 50-75%的熔炼钢水重量)在电炉内,料盘上放置的废钢通过预热段进入电炉上炉壳侧壁的开孔。在NSHC钢厂,这个上炉壳进料口称为“进料门”。NSHC的进料门位于导电横臂液压缸支撑结构的对面(译注:即2号电极的对面),电炉的出钢口位于偏心底部(EBT),与炉门相对。在NSHC钢厂的电弧炉、进料门和康斯迪连接小车的图片如图2a所示,而康斯迪电炉的剖面图如图2b所示。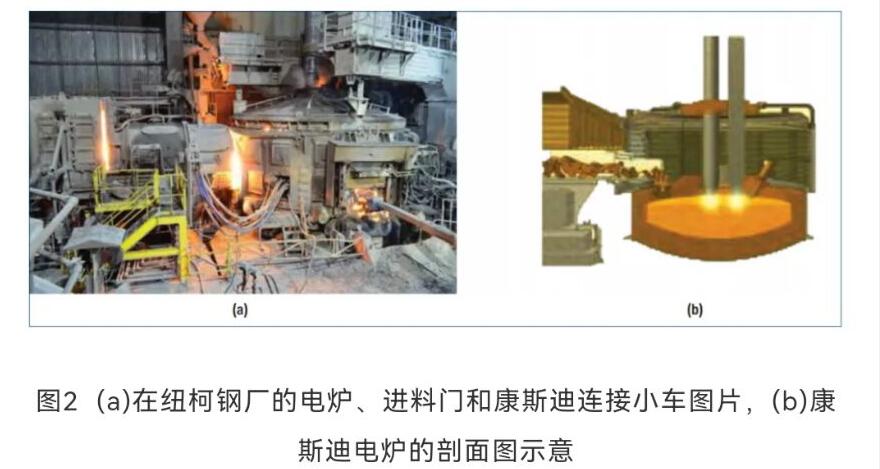
在电炉开始冶炼时,废钢由连接小车水冷料盘以一定速率加入到留钢的熔池之中,降低了出钢条件下的留钢熔池钢水温度和氧气含量,熔池钢水温度降低到一个合理的操作范围,通常在2850°F到2900°F之间(1565~1593℃),。降低康斯迪给进废钢速率,电极通电输入电能,不会造成钢水的“冻结”或过冷废钢加入速率和能量供应取得平衡。或者称为比能(千瓦时/吨/分钟),以保持熔池钢水稳定的温度。在此期间,气动喷射造渣材料,在整个熔炼过程中调节渣的化学成分。当加入电炉的废钢总重量接近所需的总重量时,康斯迪电炉进入“精炼”阶段。虽然向精炼阶段的转变可能不像顶装料篮熔炼那样明显,但康斯迪输送机将放慢废料的给进速度,同时继续通电和吹氧,将熔池钢水达到所需的出钢温度和氧含量。最后的出钢阶段顶装料和康斯迪电炉是一样的,出钢完成后填充出钢口,安全检查之后,又开始了下一炉钢的冶炼。
虽然前面对康斯迪电炉的操作描述看起来很优雅,但NSHC钢厂意识到,获得单位时间内均匀一致的废钢加入量理论上说的通,但是实际上很难做到。在顶装料的电炉操作中难以知晓实际废钢加入量,NSHC根据估计钢水量来进行废钢加料。NSHC钢厂出钢后一直执行安全检查,使用肉眼来估计留钢量的液面高度(留钢重量)。在电炉冶炼过程中,使用六轴机器人每隔一定时间通过喷水冷却的上炉壳的一个固定口进入进行温度测量,测量熔池温度,并将升温速率与消耗的总千瓦时能量进行比较,以对应接近总废钢量需要的平衡能量。此外,改造添加倾动轮轴压力传感器,这样在冶炼过程中可以连续测量炉内钢水重量的增长。这些工具并非精确,渣量和炉膛深度是变化的。加热速率采用均匀的废钢输送和均匀的热效率。电炉压力传感器系统称量整个电炉倾斜机构、炉内钢水、下炉壳和耐材、上炉壳、电极系统、冷却水重量等,其实称重是定性而不是精确定量。
随着NSHC钢厂在康斯迪电炉控制技术方面的进步,使用一种特定的能量平衡控制方法,这个方法在整个行业中都被证明是有价值的。为了进一步改善在NSHC钢厂运行历史数据发展起来的控制,电炉称重传感器数据和一定频数的测温数据结合,对“连续”熔池温度测量系统的兴趣变得显而易见。
当贺利氏公司推出CoreTemp无人光学测量系统时,它似乎是NSHC钢厂所需要的工具手段:
1. 其设备可以按需进行温度测量,~30秒测量一次。
2. 温度测量在冶炼该炉钢的早期就可以进行量测,那个时候钢水液面低于出钢口7英寸(178mm)。
3. 这种温度测量不占用操作工处理出钢口时间。
这种测温手段使NSHC钢厂具有几乎连续监测特定能源使用的一种手段。经过初步的学习曲线后,CoreTemp用于测量整个冶炼过程中的钢水温度变化,它能够测量从开始低温钢水到达到出钢要求的温度整个冶炼进程。熔池温度的测量证实了操作者可以使用各种工具熟练地保持熔池温度曲线,NSHC钢厂根据以前的经验认为在冶炼一炉钢的初期没有阳极过热的现象。不幸的是,这是操作人员非常了解的信息。NSHC钢厂其实不知道一炉钢冶炼时候在阳极附近确切的温度。目前在一炉钢冶炼过程中使用的评估方法提供了足够多的温度信息,知晓在冶炼一炉钢的初期熔池温度相对较冷,这就可以采取适当的措施。
也就是说,CoreTemp系统被证明是可靠的,操作人员很快就采用了它作为机器人温度测量的备用。然后贺利氏引入了熔池液位测量的概念,使用相同的光学测量系统。通过测量出钢水液面相对于出钢口的高度,熔池液位高度为NSHC的操作人员提供了一个可参考实现的目标。根据电炉操作者经验判断钢水液位,NSHC钢厂已经能够开发出一种改进的控制方法,将每一炉钢熔池液面误差控制在最低水平上。尽管超标的情况仍时有发生,但操作人员会意识到这一情况,并在一段时间内进行小的调整,在泡沫渣排除炉门口之前,底电极阳极磨损或其他降低电炉效率造成工艺延迟之前,恢复到所需的熔池液面水平高度。
正如这篇文章将要分享的,更大的留钢量会导致更高的生产率。大的留钢量可以在电炉开始启动时候加大废钢给进量,大的留钢提供了一个熔化废钢的蓄能器,废钢浸入熔池后立即通过传导和对流传热传热,迅速得到平熔池操作。[5~7]
CoreTemp系统和液位测量基础
CoreTemp光学测量系统的概述如图3所示,它由位于操作台内的人机界面(HMI),控制单元、光芯电缆盘卷、喂丝送料器、导丝管、丝线矫直系统和入炉口组成。为了使进入电炉的入料口避免炉渣粘接,这里使用压缩空气吹扫入料口。

(由左至右:人机界面,控制单元,光缆盘卷,喂丝机,喂丝导管,进料口,光缆矫直)
图3中的概览给出了系统组件的总图,NSHC钢厂电炉实际安装如图4所示。
图5显示了光纤导线穿过电炉EPT上的水冷件向下移动到空炉底部的照片。实际使用中,光纤电缆首先以快速通过电炉EBT水冷件板,然后在接近熔池液面的时候缓慢地送丝,以提高测量精度。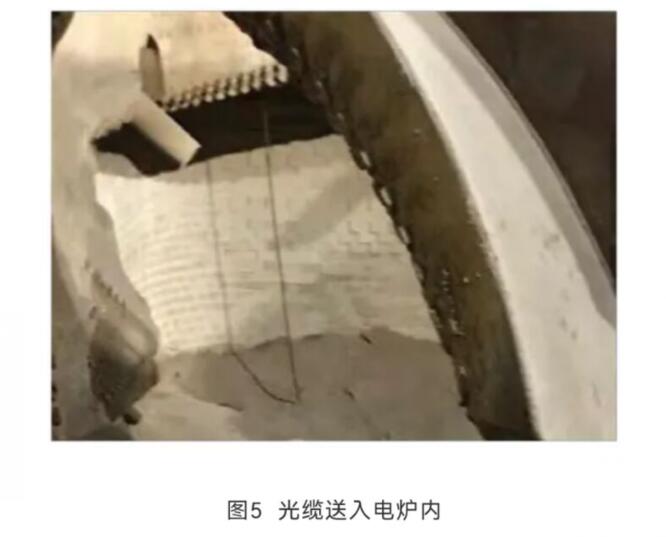
在测量过程中,当电缆由喂丝机送入电炉时,光学温度测量到一个转折急剧上升的信号,然后才达到稳定的温度平台,此转折拐点指出光缆尖端进入熔池钢水液面,并以EBT水冷盖板的热面作为0位参考值,用于确定进入电炉内到达钢水液面光缆长度。图6是光缆进入电炉测量轨迹的例子,以说明如何使用光缆来到熔池液面的距离。一旦知晓钢水液面和EBT水冷件热面之间的距离,将这个测量距离输入到公式1中,将该距离转换为钢水淹没出钢口的高度,单位为英寸。
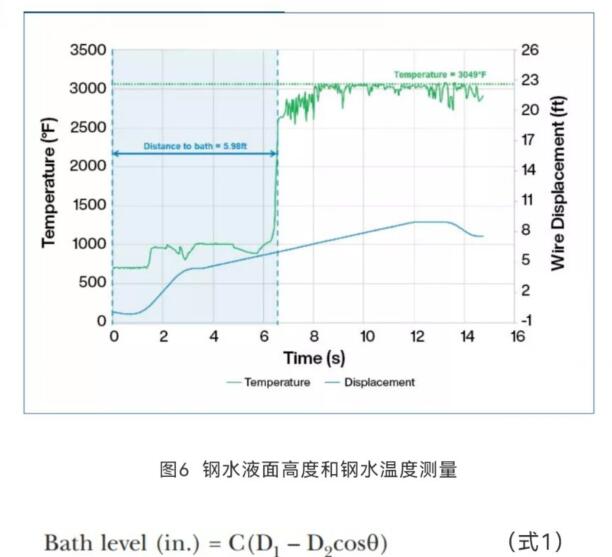
式中
C = 单位换算系数,
D1 = 常数,EBT水冷件热面到出钢口垂直距离(英尺),
D2 = 送入光缆至熔池液面高度的测量值(英尺)
θ = 光缆进入电炉的角度(°)。
初期的结果
如前所述,项目开始时的主要目标是确定熔池钢水是否在冶炼初期是否过热了,导致底电极阳极底部过早磨损。对整个冶炼过程中熔池的钢水液位趋势以及钢水温度均匀性进行了评估,通过炉门附近的测温机器人测得的温度与CoreTemp在出钢口测得的温度进行比较来实现的。对每个炉次的冶炼进行趋势分析,观察提出了三点意见:
1. 在大多数炉次冶炼中,熔池在整个熔化过程中的温度都是均匀的。
2. 在某些炉次冶炼中,偏心区的钢水温度高于炉门两侧的钢水温度,其他地方则更冷。
3. 在某些炉次中,存在一种趋于一致的效应,在这种情况下,冶炼开始时偏心区钢水温度比炉门口两侧钢水温度低,但在接近冶炼升温结束时,偏心区和炉门两侧的钢水温度达到了达到了平衡。
图7和图8分别给出了每种情况的例子。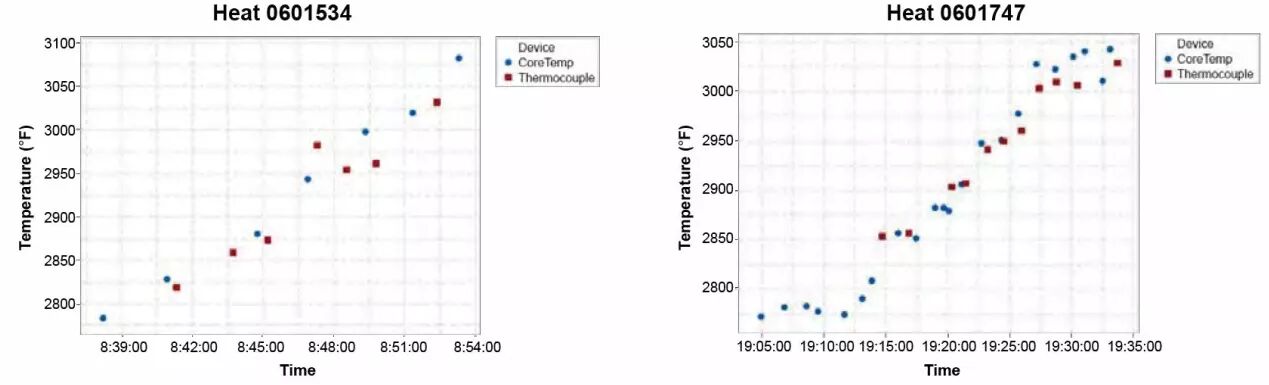
图7 在整个熔化冶炼过程中,偏心区测量(CoreTemp)和炉门渣门测量(使用热电偶的6轴机器人)之间的测量结果趋于一致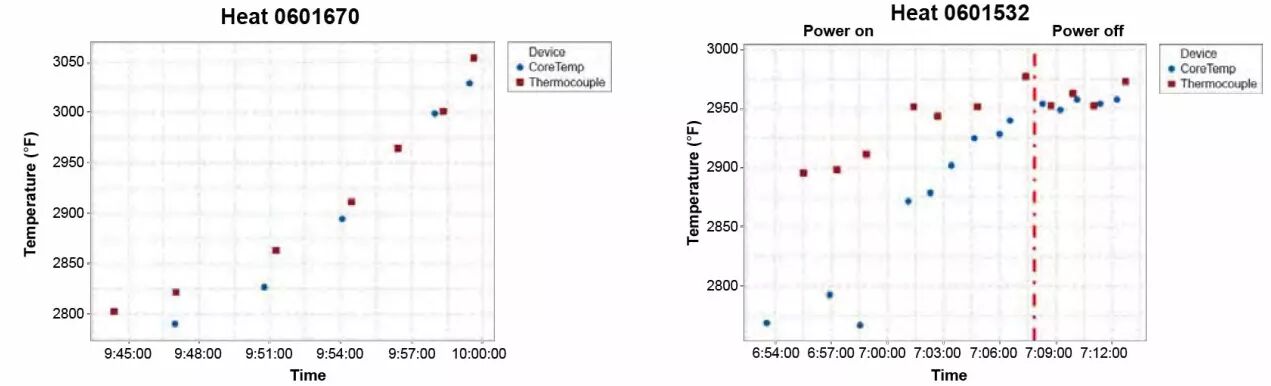
图8 在升温冶炼结束时,在偏心区(CoreTemp)和炉门区(带有热电偶的6轴机器人)之间的测量数据趋于一致
一旦确定在一炉钢冶炼初期与阳极接触的钢水没有过热,注意力就会重新集中在确定CoreTemp系统是否能够在整个康斯迪给料过程中可靠地测量钢水液面。在概念验证研究中,根据前面描述的光学方法,熔池液位每4分钟自动测量一次,当操作员表示他们想要开始自动液位测量时,NSHC 1级系统会自动触发测量。许多炉次分析表明,在整个康斯迪电炉冶炼过程中钢水液面的测量确实是可能的,图9所示为冶炼实例。
图9 示例炉次在整个冶炼过程中进行自动液位测量
在整个最初的研究中,操作人员都在操作一个较高的钢水液位(导致了在出钢后具有较高的留钢液位高度),因为这个条件有利于在偏心区测量整个康斯迪电炉冶炼过程中熔池液位高度和钢水温度。同时对应的是,炉底阳极底电极寿命达到了744炉,比典型的NSHC炉寿命多加热100炉左右。这样提供了证据说明过去的说法是正确的,增加留钢量增加钢水液面高度有利于增加直流电炉底电极的寿命。
因此,NSHC管理层和操作人员改变了工艺流程,将最小留钢钢水液面高度定在出钢口以上20英寸,使用光纤电缆测量方法进行测量。该流程于2020年6月实施,并于2020年6月5日被NSHC操作者全面采用,初期有两个观察结果:
1. 随着控制的留钢量的增加,熔池留钢钢水液位上升,每炉钢的平均输入电能减少,这是改善了冶炼终点液面高度控制的结果。
2. 随着控制的钢水留钢量(重量)的增加,底电极的温度下降或是稳定的,这是改善了冶炼终点液面高度控制的结果。
图10显示了液位控制过程改变时对输入功率的影响。左边的柱状图显示了水平测量的利用率,而右边的时间序列图显示了平均每炉钢输入功率和空电炉重量的趋势。在两个图表上都画了一条垂直的黑线,以说明所有电炉操作团队完全采用熔池钢水液面测量方法的日期。注意:电炉空载重量是电炉快速回摇后,重新加料前测得的电炉重量。通过监控炉-炉的重量,可以了解在整个过程中炉内的留钢量是否在增加或减少。
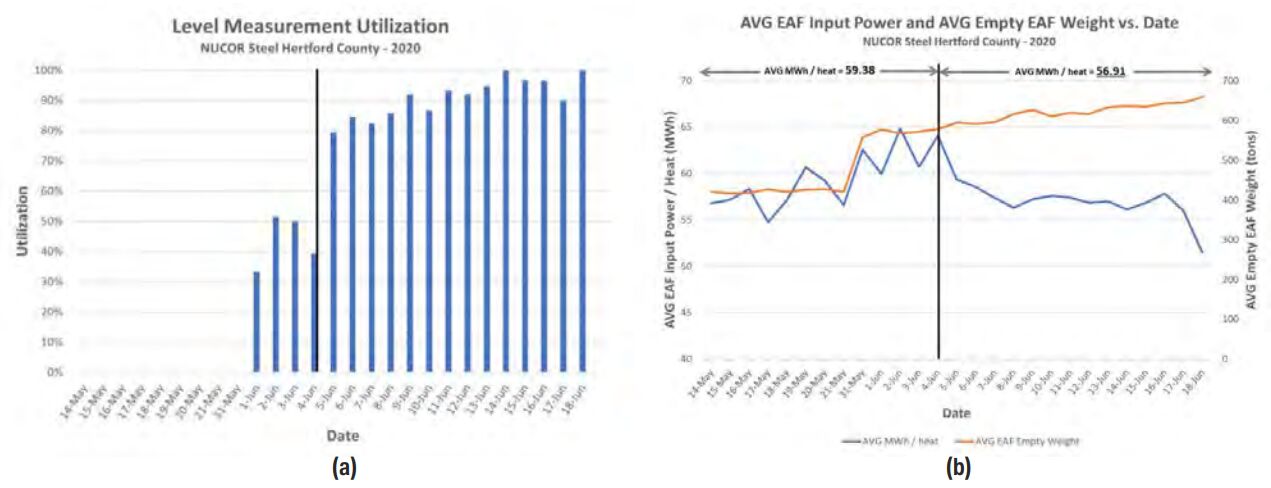
图10 (a)测量系统利用率水平,(b)平均输入电能曲线和电炉回摇后的电炉重量(包含留钢量)。注意:在2020年5月21日至2020年5月31日电炉回摇后的重量急剧改变,这是由于改变了称重传感器的通道。虽然这造成了平均偏移,但测压元件的分辨率保持不变
图10显示了几个有趣的点:
1. 在此电炉实施熔池液位控制之前,平均MWh/炉较高,且趋势忽上忽下波动大。
2. 电炉平均回摇空重开始以增加,比实施熔池液位控制之前的重量加大。
为了验证平均MWh/炉的变化是否有统计学意义,在a = 0.05水平上进行双样本t检验。试验结果如图11所示。合成的p值为0,表明平均MWh/炉2.47 MWh的变化具有统计学意义。这与其他研究的结果一致,即增加留钢钢水液面高度(重量)会导致电炉更低的电力消耗。
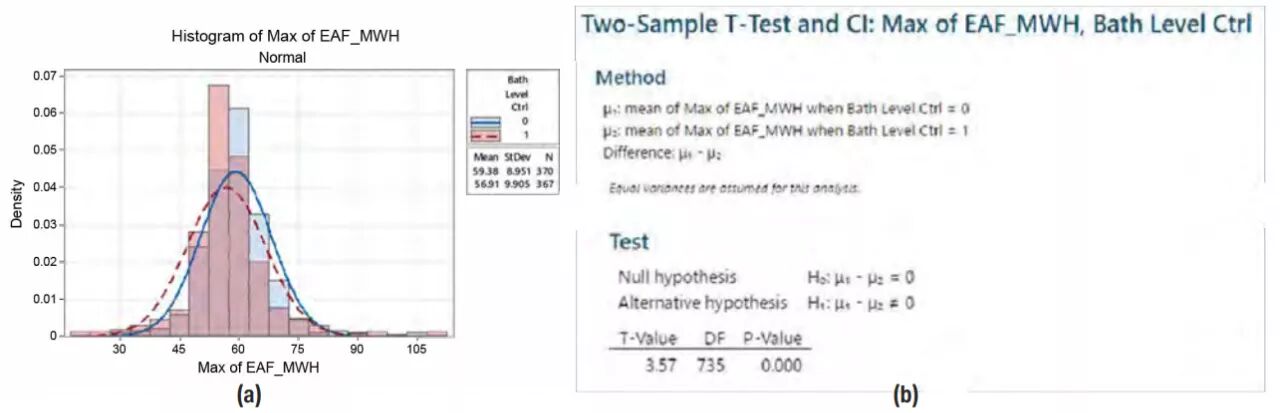
图11 (a)统计软件分析的直方图,(b)双样本t检验输出
当观察底电极阳极导电金属棒温度,空电炉重量和平均直流电流时,了解一些另外的现象。在NSHC钢厂条件下,底电极阳极的最大上限温度为1125°F(607℃),一旦阳极达到这个温度,电炉就不能继续使用。大约在冶炼450炉后,下炉壳就要下线进行处理。针对这个现象,从图12的图中可以看出,电炉做了两个修改:
1. 增加了电炉的留钢量,因为可以测量冶炼结束时候熔池液面高度。
2. 降低平均直流电流。
......未完待续,详见附件......


全部 0条评论