
过程能力指数cp/cpk标准差怎么算?
-

-
自习人丁磊 我说的不一定对,望独立思考
0 人点赞了该文章 · 12505 浏览
CPK是一种用来衡量过程能力的指标,提交的PPAP资料里就包括过程能力分析,它考虑了标准差和过程平均值与规格限之间的关系。CPK的计算公式如下:
CPK = Min[(USL - μ) / 3σ, (μ - LSL) / 3σ]
其中,USL是上限规格限,LSL是下限规格限,μ是过程平均值,σ是过程标准差。
如果大家还记得,s是标准差的符号,在概率统计里面,标准差s的计算公式为:
s = √(Σ(xi - x)² / (n - 1))
其中,xi是样本值,x是样本平均值,n是样本容量。
但在过程能力指数cp/cpk里面的标准差却是用西格玛符号σ表示,这是需要特别注意的地方。
σ的计算公式与s不一样,在计算过程能力指数的时候,σ是无偏估计出来的。
标准差σ的计算公式为:
σ=R/d2
其中,R是极差的均值。d2是系数,可以查表得知。
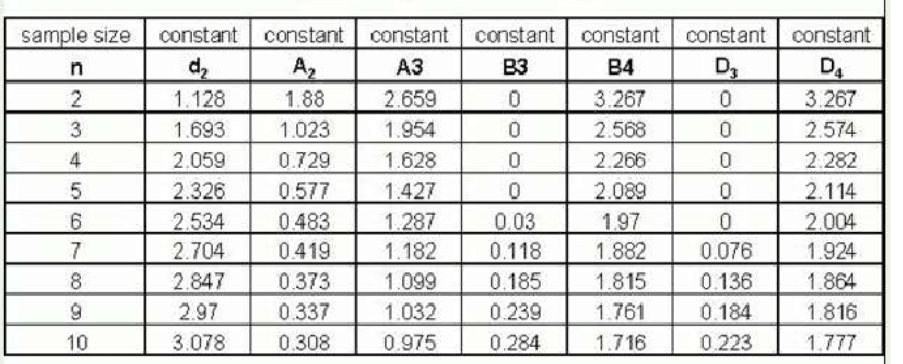
d2与组内个数多少有关当组内个数为2时,d2=1.128。当组内个数为3时,d2=1.693
需要注意的是,cp/cpk的计算需要保证数据符合正态分布。
因此,在计算过程能力指数之前,需要先判定过程是否受控或样本是否符合正态分布。如果数据不符合正态分布,需要进行变换或者采用其他的过程能力指标。
分享一个SPC&Cpk&Ppk培训资料:



全部 0条评论